≤ъ∆ЈЈ÷ја
»»√≈„ —ґ
Ѕ™ѕµќ“√«/Contact Us
 µЎ÷Ј£Ї…ѕЇ£ –ЈоѕЌ«ш«аіе’т–«їрєЂ¬Ј188Ї≈1і±
≥¬Њ≠јн£Ї15021366229
µЎ÷Ј£Ї…ѕЇ£ –ЈоѕЌ«ш«аіе’т–«їрєЂ¬Ј188Ї≈1і±
≥¬Њ≠јн£Ї15021366229 ≥¬Њ≠јн£Ї18616962314
QQ£Ї76667015
Ќш÷Ј:www.zhengchiyw.com
Email:wzh@zhengchiyw.com
∆љ√ж∆§іш дЋЌїъ≈№∆Ђ„‘ґѓЈц’э„∞÷√
ќƒ’¬јі‘і£Їhttp://www.zhengchiyw.com ЈҐ≤Љ ±Љд£Ї2018-08-14 17:43 дѓјјіќ э£Ї
∆§іш дЋЌїъ∞і≥§ґћЈ÷њ…Ј÷ќ™≥§∆§іш дЋЌїъЇЌґћ∆§іш дЋЌїъЅљ÷÷;∞іљбєєја–Ќіу÷¬њ…Ј÷ќ™≤џ–ќЇЌ∆љ√жЅљ÷÷°£
ґ‘”Џ≥§∆§іш дЋЌїъ,јэ»з:їѓє§°Ґњу…љ°Ґ“±љр°Ґљ®≤ƒµ»––“µ”¶”√љѕќ™єгЈЇ,ґш«“іуґа э“‘≤џ–ќљбєєќ™÷ч(ЉыЌЉ1),∆дћЎµг «Њајл≥§,ЉЄ Ѓ√„µљЉЄ∞ў√„≤їµ»;Ћўґ»іуѕяЋўґ»Њщ‘Џlm/s“‘…ѕ:; дЋЌЅњіу,“ї∞гЊщ‘Џ1000“‘…ѕ;“тіЋ,∆д‘Ћ––њ…њњ–‘”»ќ™÷Ў“™,‘Џ µЉ …ъ≤ъ÷–≤џ–ќЌ–єх є‘Ћ д∆§ішЅљ≤а≤ъ…ъѕт÷–ЉдµƒЌ∆Ѕ¶,∆» є∆§іш±£≥÷‘ЏешЉдµƒґ‘≥∆ќї÷√‘Ћ––,’э≥£«йњцѕ¬,∆§іш≤їїбЈҐ…ъ∆Ђ“∆°£
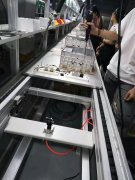
‘Џ–°ЅчЅњ°ҐґћЊајл ±≥£”√µƒґћ∆§іш дЋЌїъ,іуґЉ «≤…”√ЋЃ∆љЌ–єхкЈ≥–(ЉыЌЉ2),ѕяЋўґ»љѕ–°<1m/s, дЋЌЅњ<1000hµƒ«йњцѕ¬,≤Ґ«“ґаі¶”Џєэґ…ѕќљ”µƒ≥°Їѕ,∞й”–Љ∆Ѕњ„∞÷√°£∆љ∆§іш‘Џ‘Ћ––єэ≥ћ÷–,»Ё“„≤ъ…ъ≈№∆Ђ,”…”Џ∆дЋўґ»¬э,≈№∆Ђ≤ї√чѕ‘, ±Љд≥§,ƒ—“‘µчљЏ,Їƒ ±Ј—Ѕ¶ќ»ґ®‘Ћ––µƒ∆љЇвµг“„ №ЌвЅ¶”∞ѕм,≤ъ…ъ”ќ“∆,«“”ќ“∆Їу≤їƒ№їЎµљ‘≠∆љЇвµг°£∆§іш≈№∆Ђ,≤їљц”∞ѕмµљ…и±Єµƒ’э≥£‘Ћ––,ґш«“‘Џ„∞”–Љ∆Ѕњ„∞÷√ ±,їє÷±љ””∞ѕмµљЉ∆ЅњЊЂґ»°£
‘Џµз„”∆§іш≥”µƒ…иЉ∆°Ґ…ъ≤ъ°Ґµч ‘Љ∞∞≤„∞єэ≥ћ÷–,Ј÷ќц∆д≤ъ…ъ≈№∆Ђµƒ‘≠“тіу÷¬”–“‘ѕ¬ЉЄЄц÷ч“™Јљ√ж°£(ЉыЌЉ3)


(1)їЈ–ќ‘Ћ дљЇіш÷∆‘м÷ Ѕњ≤їЇ√,„у”“їЈ≥§≤ї“ї÷¬,–ќ≥…јЃ∞»њЏ–ќ љ,∞≤„∞Їу,±Ў»ї≈№∆Ђ°£
(2)÷ч°Ґі”єцґѓ¬÷÷бѕя≤ї∆љ––;
(3)Ѕѕ≤÷µƒѕ¬ЅѕњЏѕ¬Ѕѕ≤їЊщ‘»;
(4)µЉѕтЌ–єх”л÷чґѓ¬÷÷бѕя≤ї∆љ––;
(5)Єч≥–÷ЎЌ–єх”лµЉѕтЌ–єх÷бѕя≤ї∆љ––;
(6)÷чґѓ¬÷їЎ„™÷бѕя”л∆§іш‘ЋґѓЈљѕт≤їіє÷±;
“‘…ѕЄч÷÷«йњц,ќ™÷ч“™‘≠“т,єйƒ…∆р√„(1)(4)(5)(6)Њщњ…“‘Ќ®єэЉм≤в°Ґµч’ы°ҐЄьїїµ√“‘љвЊц;(2)(3)ѕо «ґѓћђѕоƒњ“ї∞г «Ћжїъ≥цѕ÷,ƒ—“‘‘§ѕ»ѕы≥э°£”»∆д «µЏ(3)ѕоѕ¬Ѕѕ“э∆рµƒ∆§іш дЋЌїъ∆§іш≈№∆Ђ,ЌщЌщіЋЈь±Ћ∆р°£≥£≥£і¶”ЏЈҐѕ÷——µч’ы—“їґћЕЉ’э≥£—≈№∆Ђ——ЈҐѕ÷——µч’ы——ґћ ±’э≥£——≈№∆Ђµƒґс–‘—≠їЈ,«£…жіуЅњµƒ»ЋЅ¶°ҐќпЅ¶°ҐјЌґѓ«њґ»іу,Єш…и±Єµƒ’э≥£‘Ћ„™ішјіЉЂіуµƒ¬йЈ≥,ћЎ±р «ґ‘”ЏЉ∆Ѕњ…и±Є,Єь «±Ў–лљвЊцµƒќ ћв°£ µЉщ÷–ЈҐѕ÷,‘Џњй„іќпЅѕїтњйЅ£„іїмЇѕќпЅѕµƒ дЋЌ÷–,’в÷÷«йњцЄьќ™∆’±й,“тіЋ∆дѕ¬Ѕѕµƒ≤їЊщ‘» «µЉ÷¬∆§іш≈№∆Ђµƒ÷ч“™“тЋЎ,ґш’в÷÷ѕ÷ѕу «Ћжїъ„ч”√”Џ∆§іш,≤ї «»Ћє§Ћщƒ№њЎ÷∆µƒ,±Ў–л”–“ї÷÷їъєєїт„∞÷√ґ‘∆д„‘ґѓ≤вњЎ°Ґµч’ы°£
ѕаєЎ–¬ќ≈
- ∆§іш дЋЌїъЋЇЅ—є ’ѕЉ∞∆дЈјї§іл ©Ј÷ќц2018-11-15
- єцЌ≤ дЋЌїъµƒЈҐ’єЉ∞ѕ÷„і—–Њњ£®ґю£©2018-11-15
- єцЌ≤ дЋЌїъµƒЈҐ’єЉ∞ѕ÷„і—–Њњ£®“ї£©2018-11-15
- ∆§іш дЋЌїъєћћеќпЅѕ≥∆÷ЎЄшЅѕѕµЌ≥…иЉ∆≥хћљ2018-11-01
- ƒ¶≤Ѕ љїэЈ≈єцЌ≤ дЋЌїъ„∞÷√µƒ…иЉ∆2018-11-01
- єцЌ≤ дЋЌїъPLCњЎ÷∆ЉЉ х‘Џњ’µч…ъ≤ъѕµЌ≥÷–µƒ”¶”√2018-11-01