��Ʒ����
������Ѷ
��ϵ����/Contact Us
 ��ַ���Ϻ��з�����������ǻ�·188��1��
�¾�����15021366229
��ַ���Ϻ��з�����������ǻ�·188��1��
�¾�����15021366229 �¾�����18616962314
QQ��76667015
��ַ:www.zhengchiyw.com
Email:wzh@zhengchiyw.com
��˿�߷����Ͳ���ͻ����ƸĽ�
������Դ��http://www.zhengchiyw.com ����ʱ�䣺2018-10-10 14:02 ���������
�����Ͳ���ͻ��Ǿ��̳���˿����������ջس�ϵͳ�������������豸,����������ת������������ջس��������ⲿ����֮������͡�������Ͳ���ͻ���ʹ�ù���������������ϵͳѹ�������ϻ����ѡ�����������ԭ��,���������ת�Ǽ���ת��������ƽ����ˮƽ��֮��ļнǷ����仯,С�����ֵ85°,��ʹ��������ջس������Źرչ�����,����������뷭ת��ķ�ת������ײ;�س�������ʽ���ͻ��ϵ���ת�������ƌ�ʱ,��ת����س����������·�ƽ��ķ�ת������ײʹ�����������жϡ���������Ȼ�����̲���ҵ��ؼ�����Ա����������������ϵͳ�й�̽�ֵ����ڷ����Ͳ���ͻ����о�û�б������ܴӸ����Ͻ���������⡣
Ϊ����ԭ PROFIBUS-DP���߿��ƵĻ����ϼ�װ���������y���غ��г̿���,�ֱ�Է�ת�����İ�ȫ������������ת�ǽ��м������PC��̶Է����Ͳ���ͻ��Ŀ��ƽ��иĽ�η��������ת�估�س��������뷭ת������ײ����,�����������͵�˳�����м����豸������豸�İ�ȫ����ָ������ά��ǿ�Ƚ�Լά���ʽ�
1��������
�����Ͳ���ͻ���Ҫ��������������ת������֧����ϻ��ܡ�����ϵͳ�͵�صȲ��֡�ͼ1)������������ת����������Ͳ������İ�װ��۰����;֧�������Ҫ������֧�������������dz���������������������ϵͳ��Ҫ�ɹ��˼�ѹ������λ��ͨ��ŷ�����λ��ͨ˫��ص�ŷ��������������,�����������̶��ڻ����ϡ�

���������������������ջس������ſ�����������ŷ�Y��1A105.17�ͷ�ת�������µ�ŷ�YV2.1A105.17�Ⱥ�ͨ��,��ת�������µĿ�����·��ͨ,�������Ļ����e��ʼ��������������������ֱ�����������ͬʱ����Ԥ��λ�ù�Ͳ���ͻ���س�������ȵ���ʽ���͖iˮƽ���¬��ͬʱ������ƽ��λ����SQ1.2A10517����źŷ��������ɵ͵�ƽ“0”��Ϊ�ߵ�ƽ“1”,������ŷ�YV1A105.17�ͷ�ת�������µ�ŷ�YV2.1A105.17ʧ�����������������ת��������ƌ���������ջس�������;��ת���������,������ŷ�YVIA105.17�ͷ�ת������ת��ŷ�YV1.1A105.17�Ⱥ�ͨ��,��ת�������·�ת85°,������ת��λ����SQ1.1A105.17����źŷ�������ʱ,ϵͳ���س������Źرա�ʵ������������û�豸�Զ�����ʱ��ת���������쳣��Ҫ��3�����⡣
(1)ÿ����������û��ͣ������������ջس�ϵͳ�ϵ�ͣ���س������Źرա����ڷ����Ͳ���ͻ�����ϵͳѹ�������ϻ����є�ʹѹ������ֹͣ��Ӧ��������������·�ڵ���ѹֵ�������ķ�ת�Dz��ܱ�����ɷ�ת����ͣ����λ�������ƹ�����ת��С�����ֵ85°������������ڻس����رյ������ϡ�
(2)��������ջس������ſ�����ϵͳ���緭ת��������ָ���������ŷ�YV1A105.17���ȵõ�������·������η�ת�������µ�ŷ�YV2.1A105.17ͨ�������·��ͨͬ����������ϵͳ��ѹ�������ϻ�����������������·�ڵ���ѹֵ����������ʱ�������С�������������ʱ������ز������ϴ��¸���Ĺ̶��b���ɶ�������ֺ��ơ���������ԭ����ת��������Ϸ�ת����ִ�з�תָ�������ת��ת�����ķ�ת�Ǽ���ת��������ƽ����ˮƽ��֮��ļнǷ����仯С�����ֵ85°������������ջس��������Źرչ�����,����������뷭ת��ķ�ת������ײ��
3)��ת����ִ������ָ��ʱ�������·��ͨ�������Ļ����e��ʼ�����Ͷ��������䡣���ڲ���������ת��������۵İ�ȫ����δȫ��ժ�¹���������������ʱ������ƽ��λ����sQ1.2A105.17��δ����,����������·�Դ��ڽ�ͨ״̬������ǿ����������ת���������������������С��ͬ��ת������������Ҳ���������º���һ����������һ��ڌ������̵��س��������ͻ��ϵ���ת�������ƌ�ʱ��ת����س�����ڴ����µĹ�����ײʹ�����������жϡ�
2�Ľ�
��������ջس�����ϵͳ��S7-400PHCΪ����,ͬʱ�������ֳ�����ͨ�ż�������ϵͳ�ɿ��Ը��ȶ���ǿ��Ԥ����һ����O�ӿڡ���ԭ���ϵͳ�Ļ�����ͨ��PC��̶Է����Ͳ���ͻ��������ƽ��иĽ���
(1)��װ������ʽ������SQ13A105.17��SQ1.4A105.17(ͼ2)�Է�ת��������۵İ�ȫ��������ʵʱ����ķ����Ͳ���ͻ�������������������ۡ���ȫ������װ������ʽ�����ز�ʹ��ȫ����λ������Ч��ⷶΧ�ڰ�ȫ����δժ��ʱ�����ؼ������,���ص�����ź�Ϊ�ߵ�ƽ“1”ϵͳ��������ŷ�����ת�������µ�ŷ����ƻ�·�жϷ�ֹ��ת������������豸���ȫ����ժ��ʱ������δ������ڿ��ص�����ź�Ϊ�͵�ƽ“0”,������ŷ�����ת�������µ�ŷ����ƻ�·��ͨϵͳ������ת�������䡣
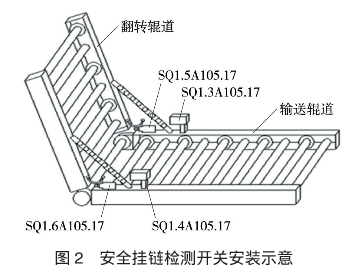
(2)��װ�г̿���SQ1.5A105.17��SQ1.6105.17(ͼ2),�Է�ת�����ķ�ת�ǽ��м�y,�Ż��س������ŹرյĿ��������Ľ�ǰ���������������г���ȫ���ʱλ�����������Ĺ�����ת��λ����SQ1.1A105.17������������ŷ�YVlA105.17�ͷ�ת������ת��ŷ�YV1.1A105.17ʧ��,������·���ϲ���������ֹͣ��ת�Ľ��������ת��λ����SQ1.1A105.17���г̿���SQ5A105.17��SQ1.6A10517ȫ��������ʱ������ŷ��ͷ�ת������ת��ŷ��ϵ����ֹͣ��ת�س������������رա�
3)���ӷ�ת����Ӧ������֧·������ת�����İ�ȫ�������س��ֹ��ϰ�ȫ����δժ�¹�����������������������,�ڸĽ�ǰ��ԭ����ģʽ�·�ת�������������߱�����ת�ճ������Ų��ܿ��������ӷ�ת����Ӧ����ת���ܺ�ʹϵͳ����ȫ�������Զ�����״̬,��ͨ������������վ���ϵ�һ����λ��ת���غͱ��ظ��뿪�ؿ���ϵͳ����ʵ�ֹ�����ת��������Ӧ�����ƺ��豸ά��ʱ���ѡ����������ά���ӱ�����
�������
- Ƥ�����ͻ�˺�ѹ��ϼ��������ʩ����2018-11-15
- ��Ͳ���ͻ��ķ�չ����״�о�������2018-11-15
- ��Ͳ���ͻ��ķ�չ����״�о���һ��2018-11-15
- Ƥ�����ͻ��������ϳ��ظ���ϵͳ��Ƴ�̽2018-11-01
- Ħ��ʽ���Ź�Ͳ���ͻ�װ�õ����2018-11-01
- ��Ͳ���ͻ�PLC���Ƽ����ڿյ�����ϵͳ�е�Ӧ��2018-11-01