产品分类
热门资讯
联系我们/Contact Us
 地址:上海市奉贤区青村镇星火公路188号1幢
陈经理:15021366229
地址:上海市奉贤区青村镇星火公路188号1幢
陈经理:15021366229 陈经理:18616962314
QQ:76667015
网址:www.zhengchiyw.com
Email:wzh@zhengchiyw.com
皮带输送机电机断轴原因分析与改进
文章来源:http://www.zhengchiyw.com 发布时间:2018-10-10 14:06 浏览次数:
某公司皮带输送机电机在试运行期间正常运行130多小时后出现了连续两次断轴故障,本文详细介绍了皮带输送机电机断轴原因分析并寻求解决处理方案,取得了较好的效果。
输煤系统所用3#、4#皮带输送机输送能力10501/h,采用电机驱动液力耦合器减速机,减速机驱动皮带,工况为间歇运行,根据锅炉系统需求每班上煤时间约2~3h,具体配置如下表1。

2013年9月份,输煤系统3#皮带与4#皮带输送机在正常运行时电机轴相继断裂,轴材质为45#钢,断裂处为轴径Φ80过渡至Φ75的轴肩截面。
3#、4#皮带输送机设备配置相同,电机轴断裂部位相同,断裂截面形状相似,分析轴断裂截面外观。

如图1,轴2B3断裂截面较为光滑,其余1/3截面较为粗糙,根据截面外观初步判断,是加工原因,在断裂处轴径Φ80过渡至Φ75的轴肩截面)存在应力集中变径处异常尖锐),运转过程中因应力集中产生微小裂纹,裂纹逐步加深,形成约占轴截面2/3的光滑面,粗糙面是裂纹扩展达到2/3左右界面后,剩余面积承受载荷超过材质屈服极限而瞬间撕裂破坏造成。
从皮带输送机电机轴加工工艺、轴材质等方面,对产生原因进行了分析,同时,对在如此短的时间内出现断轴现象进行彻底分析并提出了改进措施。
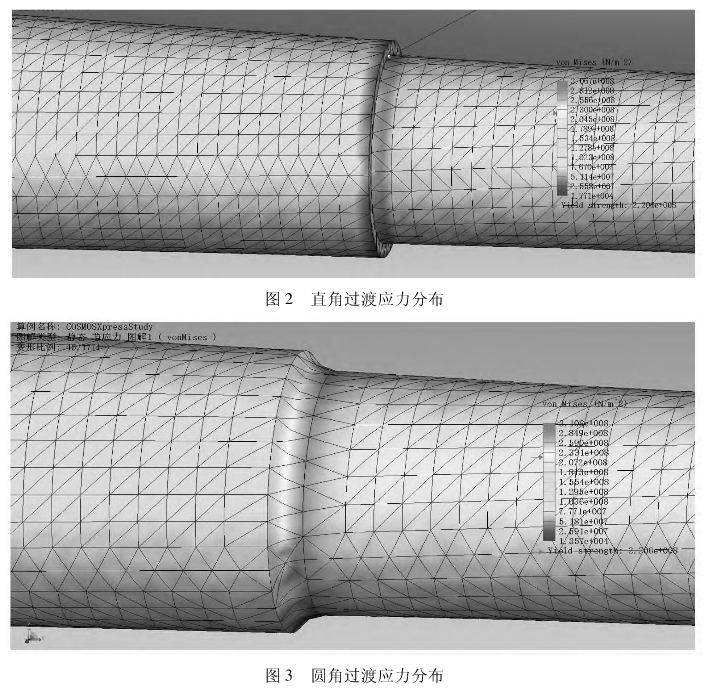
1、从轴断裂截面处分析,发现在断裂的轴肩过渡部位为直角,基本没有圆滑过渡,极易造成应力集中。如下图扭矩受力分析图,轴径Φ80过渡至Φ75,图2为直角过渡,图3为R5圆角过渡,在承受相同扭矩载荷下,可以看出直角部位因截面形状突然改变,造成应力集中,而圆角平滑过渡就可避免应力集中。
2、从电机轴制造材质上看,电机轴材质为45#钢,轴径Φ75mm,通过检测轴的表面硬度,硬度值为210HBS左右,硬度值偏低,一般调质处理后的45#钢表面硬度一般都达到25HRC左右,经查询设备资料及询问厂家发现轴未经过热处理。45#钢热处理前抗拉强度≥600MPa,屈服强度≥355MPa;而经过调质处理可以获得较高的强度和韧性等综合机械性能,轴径为Φ75mm的45#钢经850℃淬火+550℃回火调质处理后,其抗拉强度≥700MPa,屈服强度≥450MPa。
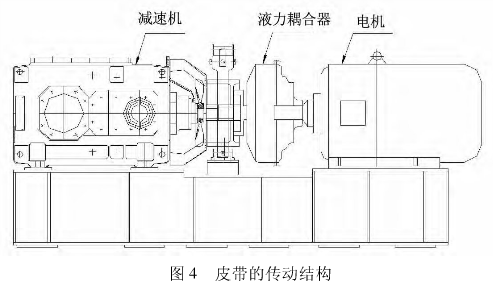
为什么会在运行时间很短的情况下出现电机轴断裂,我们从皮带的传动结构上进行了分析。
由于电机功率超过150千瓦,按常规,设计院设计人员选择的启动方式为降压启动欹启动),加速时间被设定为16~20s。而皮带制造厂家也按照《运输机械设计选型手册》配置了液力耦合器,为限矩型液耦,也具有延时缓慢启动功能,见图4。电机通过液力耦合器带动减速机驱动皮带输送机运行,在电机受电后,缓慢启动,经20s后达到额定转速,负载加速力矩逐渐增大,同时电机轴受耦合器的反向扭矩逐渐增大,导致电机与耦合器之间轴段在较长时间存在加速过程,又由于耦合器输入轴与输出轴间依靠润滑油驱动,相对运动之间存在滞后,造成在软启动器与液耦启动达到额定转速的过程中,由于电机加速与液耦滞后的作用相互影响,造成电
机轴截面频繁发生应力方向及大小的波动,且皮带启动时为重载,极易造成局部应力超出材质的屈服极限,一旦,轴截面出现微小裂纹俄们分析,因应力集中的原因,在变径处出现微小裂纹),在如此频繁变动的重载应力下,微小裂纹迅速扩展。同时,由于是试车阶段,虽然皮带总运行时间较短。
但频繁启停的次数远远大于系统正常运行的启停次数造成裂纹扩展加剧。
3、小结:重负载运行电机轴,由于在轴径Φ80过渡至Φ75的轴肩截面存在加工造成的应力集中,运行中出现微小裂纹,受电机软启动与液力耦合器延时滞后作用相互叠加,且电机轴质45#钢)未进行调质处理,因应力集中而造成的裂纹逐渐扩展,当裂纹扩展程度达到截面的约2/3处,剩余面积承受载荷超过材质屈服极限强度而瞬间撕裂破坏,造成断轴。
改进方案
1、取消液力耦合器,保留电机软启动,改成联轴器与减速机直连的连接方式。
2、电机轴肩处在加工时注意圆滑过渡倒角,并严格按制造工艺对电机轴进行调质处理,增强综合机槭性能。
经过改进处理后,3#、4#皮带输送机运行一年,情况稳定,再未出现断轴故障。
相关新闻
- 皮带输送机撕裂故障及其防护措施分析2018-11-15
- 滚筒输送机的发展及现状研究(二)2018-11-15
- 滚筒输送机的发展及现状研究(一)2018-11-15
- 皮带输送机固体物料称重给料系统设计初探2018-11-01
- 摩擦式积放滚筒输送机装置的设计2018-11-01
- 滚筒输送机PLC控制技术在空调生产系统中的应用2018-11-01